
Innhold av del 33. NOEN TRADISJONELLE JERNTING3.1. Kniv 3.2. Skraper for skinn og bark 3.3. Skjerding 3.4. Bjelle 3.5. Slededrag 3.6. Jernbeslag for pulk 3.7. Giisá 3.8. Ljå og sigd 3.9. Feller 3.10. Trearbeidsverktøy 3.11. Skjellplog og skjelltang 3.12. Fiskeutstyr 3.13. Litt av hvert
|
Det finnes mange slags kniver - til å skjære, spikke, hogge, slakte, partere, merke og mye annet arbeid. Kniver kan også ha andre bruksområder, f.eks. har helbredere brukt kniver mot f.eks. eksem og andre hudsjukdommer.

|
Samisk tollekniv (buvku). Arto Saijets, Anár har laga knivbladet og Sakari Saijets, Guovdageaidnu har laga skaft og slire av horn og tre. (Foto: SL) |
Noen kniver kalles for "samekniv", men samene har brukt og bruker flere knivtyper. Vi kan nevne noen hovedtyper:
* Storkniv (stuoraniibi).
Det er denne som oftest kalles samekniv eller finnkniv. Bladet er 5-10 tommer langt, etter hva kniven skal
brukes til. Storkniven brukes til bl.a. slakting, partering og hogging av kvister og busker.
* Tollekniv (buvku, buhkku).
Formen er som på en norsk tollekniv, men samiske kniver skiller seg ut gjennom materialbruk og dekor på
skaft og slire. Ofte brukes reinhorn, aleine eller sammen med skinn og eventuelt tre.
* Kalvemerkingskniv
(miessemerkunniibi). Dette er en kniv med svært kort blad, som brukes til øremerking av reinkalver.
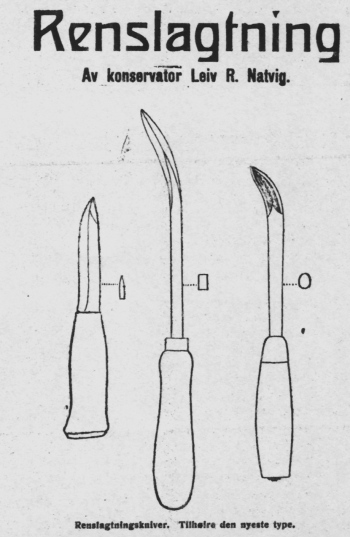
* Stikkekniv
(niskadanniibi, gázirdanniibi, čuggenniibi) Denne spesielle kniven brukes til slakting av rein. Formen er slik at dersom man
stikker den på akkurat rette sted i nakken på reinen, kutter man blodåra til hjernen og reinen dør svært raskt. Denne metoden er nå forbudt etter
EØS-avtalen, men reineiere sier det er den beste slaktemetoden.
* Snittekniv (čállinniibi)
Brukes til å flå av skinn under slakting. Denne har eggen på øversida og i enden er det liksom en dråpe som
ikke skjærer.
 |
 |
 |
| Krumkniv laga av Knivsmed Strømeng i Karasjok (Foto: SL) |
Krumkniv blei brukt til reinslakting allerede i 1926, da den samiske avisa Waren Sardne trykte denne tegninga til en artikkel om slaktemetoder. | Knivblad til snittekniv (Foto: SL) |
Før var det vanligere at knivmakerne sjøl smidde knivene, men i dag er det nokså få som kan den kunsten, både blant samer og nordmenn. De fleste samiske knivprodusenter kjøper nå knivblad ferdige fra knivfabrikker i Sør-Norge eller i utlandet. Noen samiske handverkere smir sine egne knivblad, men da er det gjerne for spesielle og forseggjorte kniver som også blir ganske dyre.
| buiko | liten, smal, gjerne slitt kniv |
| buwku | norsk eller finsk tollekniv (mindre enn alminnelig lappisk kniv) |
| doalka, dohlit | ukvass kniv |
| færan | redskap (kniv eller øks) til å telgje med |
| goakka | stor kniv |
| gočče, skočče | ussel (rusten og gammel ) kniv |
| gulca | verdiløs tingest (I Kautokeino bare om en dårlig kniv) |
| guŋka | slitt og dårlig kniv |
| juŋga | brødkniv, forskjærkniv |
| nalko | liten og dårlig kniv |
| bævdeniibe | bordkniv |
| ladasniibe, liŋkuniibe, maccastakniibe | fallekniv |
| miessemærkom-niibe | (kalvemerkingskniv) |
| noarsa | ting som er kort og butt, tildels også om ukvass kniv eller øks |
| norke | kniv som er blitt utskjemt, aldeles ødelagt |
Det er slående at det er spesielt rikt ordforråd om dårlige kniver.
Ordet "niibi" er utvilsomt et låneord fra skandinaviske språk, der det nå heter "kniv" både på norsk, svensk og dansk. Også enkelte skandinaviske dialekter og andre germanske språk har en uttale uten k, for eksempel engelsk "knife" (/naif/) og setesdalsk /neive/, noe som gjør likheten med samisk niibi ennå klarere. På den andre sida synes mange av orda for spesielle knivslag å være opprinnelige samiske ord. Det er spørsmål om et eller flere av disse orda er det opprinnelige samiske ordet for kniv generelt, men at dette seinere har blitt fortrengt av et låneord. Noe av det samme kan være tilfelle for øks. Her er det vanlige ordet i dag låneordet "ákšu", mens det også finnes det opprinnelige ordet "meres", som nå betegner en spesiell øksetype.
Noen samiske ord for deler av kniv eller utstyr til kniv:
| šimir - šipmár | knivrygg |
| dearri | knivblad |
| bortnis | tange |
| čipma | bøy |
| hoalka | holk |
| nađđa | skaft |
| dohppa | slire |
 |
Denne knivtypen kalles på sørsamisk snjaktja og brukes til slakting. Kniven er på museet Jamtli historieland i Östersund. (Foto: SL) |

|
Abraham Mikkelsen i Nesseby var blant de første som starta produksjon av store samekniver. Varanger samiske museum har laga utstilling som
viser produksjonsprosessen. (Foto: SL) |
På mekanisk avdeling på Samisk videregående skole og reindriftssskole har elevene laga kniver, og en av elevene skreiv denne arbeidsbeskrivelsen:
ARBEIDSBESKRIVELSE - KNIV
Emne: knivstål 2 mm x max. 250 mm x max 30 mm.
Ta først ei 2 mm tjukk knivstålplate.
Skjær først så lang (max. 250 mm) og så brei stålbit (max. 30 mm) som du vil ha.
Når du har gjort det, må du tegne på plata hvor du skal skjære.
Når du har skåret ut kniven, må du slipe slik at du får knivform. Før du herder må du lage egg med slipemaskin. Når du herder skal du varme opp til
800 grader før du fører kniven ned i lunka vann. Når du har gjort det, skal du anløpe den ved 250 grader og du lar den avkjøle seg sjøl. Når den er
avkjølt må du slipe med smergelpapir til kniven blir blank. Når den har blitt blank begynner du å slipe eggen i slipemaskinen. Når den synes å bli
skarp, må du ennå bryne eggen med bryne. Skaft lager du hjemme av tre eller horn.
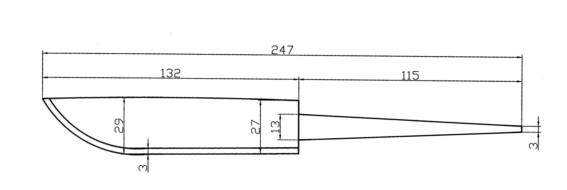
(Joar Anders Førster, Mekaniske fag grunnkurs, 1994. Originalen er på samisk. Jeg har oversatt til norsk og tilpassa måla slik at denne kan brukes
sammen med tegninga under. SL)
|
5" samekniv (Tegning: SL) |
|
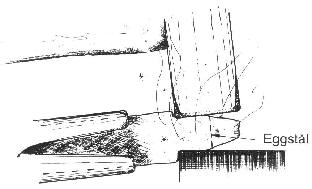
Hvordan smi til tangen på kniven. (Tegning fra Bergland: Knivsmeden, s. 154). |
|
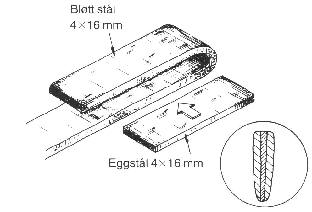
Hvordan sammenføye bløtt stål og eggstål. (Tegning fra Bergland: Knivsmeden, s. 150) |
Etter bråkjølinga bør kniven anløpes ganske raskt. Vi varmer opp til omlag 250 0C og avkjøler så kniven. Dersom vi bruker oppvarming med termostat trenger vi ikke gjøre noen videre bearbeiding av stålet før anløpingen. Dersom vi varmer opp i smiesse eller med gassflamme, må vi først pusse stålet blankt, så vi kan se hvordan stålet skifter farge under oppvarminga. Du må da stoppe oppvarminga straks stålet har riktig farge. Se tabellen over fargeendring etter temperatur. Aller hardest blir kniver av rustfritt stål, men disse blir gjerne sprø, man kan ikke bøye dem mye før de brekkes. Rustfritt stål kan ikke herdes som annet stål, men man må bruke elektroherding. Rustfritt stål ser fint og blankt ut, men de beste sameknivene får man av vanlig karbonstål.
Når man lager samekniver må man arbeide med mange slags materiale. Tollekniver har skaft av tre, horn eller horn sammen med skinn og evt. tre. Storkniver har vanligvis treskaft med messingholker. Tangen bør både limes og klinkes i skaftet. Limet må være slikt som både skaftet og stålet tåler. Slira kan være av skinn eller skinn øverst og tre eller horn nederst.
I noen duodji- og kulturhistoriebøker kan du lese om laging av samekniv. Men da er det gjerne mest informasjon om skaft og slire, ikke om knivbladet. Det er utgitt flere bøker på norsk om knivlaging. Disse bøkene forteller mer om norsk enn om samisk tradisjon, men noen av dem gir verdifull informasjon om knivsmiing.

|
Lauvkniven var et viktig redskap i den tida da lauv blei brukt til husdyrfor. Denne kniven er fra Røyrvik bygdatun. Den ser ut til å være laga av en
gammel ljå. (Foto: SL) |
Arbeidsoppgaver |
1. Hva slags kniver er / har vært i bruk i ditt distrikt? Hva kalles de forskjellige knivslaga lokalt? 2.Er det knivsmeder i deres område, eller kjenner dere til at det har vært tidligere? Er der knivmakere som kjøper blademner eller skjærer ut blad av stålplate? Hva slags kniver lager de? 3. Tegn en kniv som har en annen størrelse, f.eks. blad på 4" (100 mm) eller 9" (225 mm). Hvordan endres bredda på bladet og lengda på tangen i forhold til lengda på bladet? 4. Lag en kniv etter en av arbeidsbeskrivelsene over. Dersom du velger å gjøre noe på en annen måte, skriv ned hvilke endringer du gjør og hvorfor du gjør dem. Prøv ut kniven når du har laga den ferdig. Fungerer den bra? Er det noe som du bør forbedre dersom du skal lage flere kniver? 5. Det er flere herdemetoder. Hva er fordeler og ulemper med de forskjellige herdemetodene? Kjenner dere noen som lager kniver, spør hvordan de gjør det. |
I samiske områder finnes minst fire skrapetyper:
 |
Noen av de aller eldste jiehkkuene som er funnet, de kan være opptil 1500 år gamle. Alle er fra Sverige, de to til venstre fra Arjeplog, de neste Lima og Transtrand i Dalarna. (Foto: Historiska museet, Stockholm) |
 |
Sjøl om alle jiehkkuer har S-formen til felles, er det noen forskjeller på dem. Denne jiehkkuen, på museet til Samegården i Kiruna, er litt spesiell.
Sidene er rette, den er bare bøyd i endene og den er festa til skaftet med to nagler. (Foto: SL) |
 |
Jiehkku og ei-hands-skraper, laga av Hans og Josef Laiti, Barši, Ohcejohka / Utsjoki (Foto: SL) |
 |
En helt spesiell form for eihandsskrape er disse, der man holder skaftet under armen og handa i åpningen under sjølve skrapa. Bildet er fra
Røyrvik bygdetun. (Foto: SL) |

|
Dragjern frå Røyrvik bygdatun. Dette har ei løkke i hver ende, der det var satt inn en øyestift som blei slått inn i en vegg eller et tre. (Foto: SL) |

|
Tre typer av skrape, henta fra utstilling ved Nordisk Samisk Institutt: dragjern, jiehkku og barkskrape. (Foto: SL) |

|
En av få bedrifter som lager jiehkku og barkskrape for salg er knivsmed Strømeng (Foto: SL) |
Vi vil her vise hvordan man kan lage jiehkku og barkskrape. Disse er de mest utbredte skrapene innafor samisk duodji, og det er også ei fin utfordring å få til å lage dem slik at de fungerer som de skal.
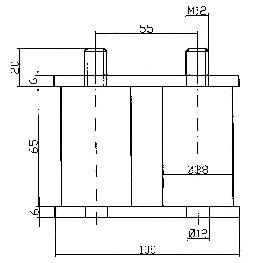
A. Bøyemal
Materiale:
Vanlig bløtt stål, 2 stykker flatstål 6 x 40 x 100 mm, 2 stykker rundstål Ø40 x 95 mm, 2 muttere M12
Flatstål:
Kapp av 6 x 40 flatstål 2 stykker, 100 mm lange, og rund av kantene. Merk av med kjørner på den ene biten hvor hulla skal være. Legg stålbitene over
hverandre og bor hul på Ø12. Fas kantene av hullet med forsenker eller trekantskrape.
Akslinger:
Rett begge rundstålbitene av i endene i dreiebenk til 91 mm lengde, og bor senterhull. Spenn opp i kjoksen så bare ca. 15 mm stikker inn i kjoksen og
støtt opp med senterspiss. Drei ned til diameter 36 mm, 72 mm innover. Snu arbeidsstykket og spenn opp så bare 30-35 mm stikker ut av kjoksen. Drei
en 20 mm lang tapp ned til diameter 12 mm. Så gjenger du denne i dreiebenken med M12 gjengebakke, så langt inn som råd. Snu akslingen og drei ned
en Ø12 tapp, 6 mm inn.
Sammenføyning:
Sett akslingene og flatstålet sammen slik tegningen viser. Sveis nedre akseltapp fast i flatstålet på utsida. Du kan bruke MIG eller elektrisk
lysbuesveising med 2,5 mm elektrode.
 |
 |
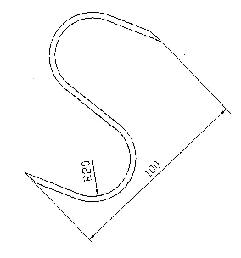 |
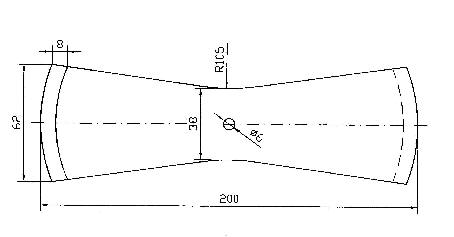
| Bøyemal | Utskåret emne til jiehkku | Bøyd jiehkku |
B. Jiehkku
Materiale
2 mm plate av hardt, herdbart stål, det kan være samme stål som brukes til å lage kniv.
Tilskjæring
Kapp ei plate på 60 x 200 mm. Merk opp etter tegninga. Bor først hullet på 6 mm og rund av kantene med trekantskrape eller forsenker. Skjær med
vinkelsliper, skjærebrennner eller plasmaskjærer på utsida av de merka strekene og slip på slipemaskin inn til strekene. Rund av kantene med
bandsliper eller fil.
Bøying
Spenn bøyemalen fast i ei skruestikke. Sveis en M6 skrue på enden av ei jernstang eller drei enden av stanga ned til Ø6, ca 15-20 mm innover og lag
M6 - gjenger. Stanga stikker du gjennom hullet i emnet og skrur fast med en M6 mutter. Hold i stanga mens du varmer opp den ene enden av emnet i
smiesse eller med gassbrenner til den delen av emnet som skal bøyes er rødglødende. (Dersom du bruker gassbrenner må du bruke det aller største
gassbendet.) Putt jiehkkuemnet inn i bøyemalen, og bank med en smihammer så emnet bøyer seg etter akslingen. Deretter gjør du på samme måte med
den andre enden til den har rett form (se tegninga). Pass på at endene av jiehkkuen skal være rette, du må ikke bøye helt til enden. Nå sliper du eggene
grovt til, men ennå ikke helt skarpt.
Herding og anløping
Varm opp jiehkkuen i smiesse eller med gassbrenner. Herdetemperaturen varierer med karboninnholdet i stålet. Hvis stålet har 1 % C, bør vi varme
opp til ca. 750 0C. Temperaturen kan vi kontrollere med et herdetermometer eller se på fargen på stålet når vi varmer opp. Når enden på jiehkkuen har
nådd riktig temperatur, fører du den ned i herdeolje og rører rundt til det blir avkjølt. Du klarer ikke å få rett temperatur på begge eggene samtidig, så
du må herde en av gangen.
Etter at stålet er herda må man anløpe for at det ikke skal bli alt for hardt og sprøtt. Varm opp jiehkkueggen til 250 0C i smiesse, med gass, i herdeovn
eller steikeovn. Dersom du ikke har herdetermometer eller ovn med termostat, må du pusse jiehkkuen blank før du herder, slik at du kan se
fargeforandringene ved oppvarming. (Se tabell i kap. 2.3.) Vær forsiktig at du ikke varmer for mye. Når du har nådd rette temperaturen, lar du stålet
avkjøles til vanlig romtemperatur.
Du kan lese mer om herding og anløping i kapittel 2.3.
Sliping
Til slutt skal du slipe eggene på jiehkkuen. Det er vanskelig å få akkurat riktig vinkel. Du kan prøve det slik at du plasserer jiehkkuen på ei plan flate
slik at den hviler på flata to steder. Da skal eggen være slik at den så vidt skraper flata når du trekker jiehkkuen bortover flata.
C. Skaft
Skaftet lager du av tre. Det skal være 40-50 cm langt, med ovalt tverrsnitt, slik at det passer godt i hendene. På midten skal det skjæres litt flatt. Jiehkkuen skal kunne brukes begge veier, derfor er det viktig at skaftet på midten ikke er så tjukt at det kommer i veien når man skal skrape. Bor et hull på 6 mm som passer overens med hullet i jiehkkuen og skru det fast med M6 skrue og mutter.
Arbeidsoppgaver |
1. Her er bøyemalen tegna bare som sammenstillingstegning. Lag teknisk tegning av de enkelte delene. 2. Lag bøyemal og jiehkku etter denne arbeidsbeskrivelsen. Dersom du gjør det på en litt annen måte, skriv ned forskjellene. a. Er det etter di mening andre arbeidsmetoder som er bedre enn de som er skildra her? b. Er en slik bøyemal nyttig når du skal bøye en jiehkku? c. Hva var det vanskeligste med å lage jiehkku? d. Forsøk sjøl å bruke jiehkkuen til å skrape skinn, eller samarbeid med noen som driver med dette. Hvordan fungerer jiehkkuen din? Er det noe som bør forbedres? |
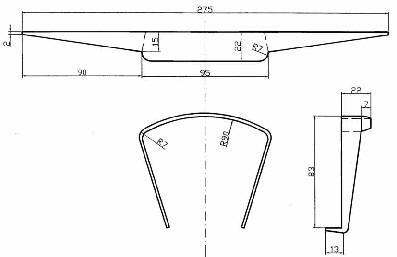
 |
Skavl (skuohpá) eller barkskrape har blitt laga i mange varianter. Her er tre fra Nord-Troms museum, avd. Kvænangen (Foto: SL) |
 |
Arbeidsoppgaver |
1. Hva slags skraper er / har vært i bruk i deres distrikt? Finnes alle disse skrapene som er nevnt her, eller kanskje ennå flere typer? Hva kalles
disse for lokalt? 2. Hvis det i distriktet deres er jiehkkuer, barkskraper eller andre former for skrape på skoler, museer og hos duodjiutøvere, kan dere finne ut hvor disse er laga? |
Til starten på boka
Til neste del